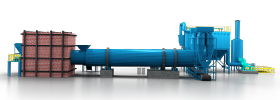
������һ���͑�����һ��������������һ��ˮ���S��(n��i)���܇�g��2.4m��18m�ĺ�əC��ǰ���ڝLͲ��ǰ���M�뵽ȼ�����Ժ���������LͲ�Ķ˿ڵIJ��ֽ�(j��ng)���Ľ��|���ߜػ�����������ڸߜص����������������ȕ���u�ĜpС���˿��γ�����U�������ȿ���������M���γ����ѿ����������˺�Ѡ�����ȿ���������˽�Q�@�����}�����ȡ���Q�������MͲ�wǰ�˽Y(ji��)��(g��u)�ķ�������������������µ��Д�������
һ���҂����Ȍ��ӹ����Q��əCͲ�w��ǰ�����Ȼ��Ͳ�w���L��һ���x����1300MM�����@һ���ֵ�Ͳ�w�Ķ˿��ϼ��뺸���{Ȧһ֧�ΰ�20�K����֧�ΰ嶼��֧�η��mȦ�����@��������������˺���O��˿�̎�ď�������˷���ԭ��Ͳ�w�˿ڏ��Ȝp�����a(ch��n)�����������}���������Ͳ�w������һ�˼ӹ��ú��ӵ��¿ڡ���ֹͲ�w׃�������һ�ց�֧�Ρ�
��������������O��ͣ�C����������Լ��е��ܷ�Ȧ������ھ��xͲ�w��ǰ��1300mm̎�ܺÄ�����������P�Ӻ���O��Ͳ�w���D(zhu��n)һ�ܣ��@���ڄ�����Ͳ�w��������һȦ�����Ą�������@�l������Ͳ�wǰ�˵Ě�������Ҫ�ھ��xԭ��Ͳ�w�˿�1500mm̎������֧���������ֹ�����Ͳ�wǰ�˺���������µĶ˿ڳ��a(ch��n)����׃���������
���������Մ���������O���Ͳ�w������ж���ѽ�(j��ng)׃�ε�ǰ�ˣ��ڱ���Ͳ�w�Ķ˿ڵط��_�����¿���������@���¿��Լ��˿ڵ�ë�̡�
��������������Ȃ�õ���һ��Ͳ�w�������ͱ�����Ͳ�w�Ķ˿��M�Ќ��ӡ���������늺��������{(di��o)�����M��У��������Ͳ�w��ǰ�ˏ�����S��������ԭ�CҎ(gu��)���ķ�����(n��i)���������M�к�������x�ú�Ͳ�w�������������EDMn�͊W���w���i䓺��l�������������D(zhu��n)����O���Ͳ�w���܇����Q��λ����ͬ�r����������(n��i)�⺸�p���溸�����������ⲿ����һ���������(n��i)������һ������������ÿһ�ӵĺ��ӵĺ�Ȳ�����5mm.���ڌ�ʩ�������ĺ��ӹ�ˇ����@�Ӿ���Ч�Ŀ����˺���O���Ͳ�w�ĺ���׃��������
���@Щ����O����Q��ǰ���Ժ������z���˶˿ڵIJ���������δ�܉�l(f��)�F(xi��n)�ѿ�׃������@�f��������˿ڵķ��mȦ�l(f��)�]�����ˏ���������ƶ˿�׃�������������������ʼ�Kվ����ν�Qú���əC�LͲ��ǰ���_�Ѻ�׃�εĆ��}�Ͽ��]����҂��Ľ�Q�����o�������ˆ��l(f��)������