ú���əC���b���������O���\�е�����֮����Ҫ���g�ˆTҪ�ж���İ��b�������������ݶ������Џ���ļ��g��֧������������̎����g�T����(zh��n)����S������ᘌ�ú���əC���F(xi��n)��ͻ�l(f��)���}���ܼ��r��Q���������ۺ���������ݶ����܉�������ҝM����
ú���əC���b��݆�͓���݆�ڻ��A�����������{���ߵ�ˮƽ���˸߲���ľ��������������ú���əC݆���ľ��ӹ�ƫ����w������݆�����ӹ�����������ȡ���݆����ȿ��Ʋ���С���OӋ�ߴ��95%�ô����OӋ�ߴ��110%����݆�����������A�����ͬ�S�ȹ����GB1184��9��Ҏ(gu��)��������������bͲ�w���b����݆�͓���݆�ϣ��{��(ji��)��݆�c�LȦ����(li��n)�������Q���������30�㡣���Cǰ����݆�c�LȦ���|���ȴ���60%�����������®���݆���cú���əC�LȦб����|���������Ҫע��ú���əC݆���İ��b�|����������ƣ�݆���c��əCͲ�w��ͬ�S��ƫ����1mm�ԃ�������݆����ƽ�ж�ƫ����1.5mm�ԃ����������bú���əC���X݆���ɣ����CС�X݆�c���X݆����|�_60���������С�X݆�X픺�������B(t��i)�r��8.25~9.5mm���{��ú���əC�S����������ʹ��݆���ľ���ƽ����Ͳ�w���ľ����b��ƽ�жȹ��������0.1mm/m�������ͬһ�M��݆�S���������ĸ߶ȑ���������ƫ��ó��^0.1mm���������b�p�ٙC��(li��n)�S���������_���p�ٙC��С�X݆�Sͬ�Ķ�<0.5mm��ͬ�Ӵ_��ú���əC�p�ٙC��늙C�S���B��ͬ�Ķ���0.5mm֮����������b��(li��n)�S���������׃��݆���S�ϵĶ�λ��ʽ����Ϲ�����w�ɲ��ã�һ�����O�S��λ�h(hu��n)���������Ǻ�əC��݆�c�S�x�ô��^�ɡ�С�^ӯ�������ʽ�������
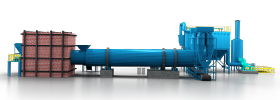
���P��x��ú���əC��ȫ���a����̩ɽ
����ú���əC��Ч���\��֮�y�}